
 Il y a plusieurs décisions à prendre lorsqu’on veut compléter un projet d’inspection, surtout en ce qui a trait à l’équipement et aux logiciels à utiliser. Lors de projets de service chez un client, les métrologistes de Creaform s’assurent d’optimiser le temps d’inspection en utilisant les outils appropriés, et il leur arrive d’utiliser une technologie partenaire en complément des produits Creaform. C’est le cas du projet complété chez Éocycle, concepteur et fabricant de générateurs électriques et de moteurs à aimant permanent, dans le cadre duquel Creaform devait inspecter 2 moules de pale d’éolienne. Il s’agissait plus précisément de 2 moules servant à fabriquer les 2 côtés d’une pale, soit l’intrados et l’extrados.
Il y a plusieurs décisions à prendre lorsqu’on veut compléter un projet d’inspection, surtout en ce qui a trait à l’équipement et aux logiciels à utiliser. Lors de projets de service chez un client, les métrologistes de Creaform s’assurent d’optimiser le temps d’inspection en utilisant les outils appropriés, et il leur arrive d’utiliser une technologie partenaire en complément des produits Creaform. C’est le cas du projet complété chez Éocycle, concepteur et fabricant de générateurs électriques et de moteurs à aimant permanent, dans le cadre duquel Creaform devait inspecter 2 moules de pale d’éolienne. Il s’agissait plus précisément de 2 moules servant à fabriquer les 2 côtés d’une pale, soit l’intrados et l’extrados.
Le client voulait vérifier si les pales fabriquées à partir de ces moules étaient à l’origine du rendement inégal de certaines éoliennes, qui était quelquefois inférieur au rendement prévu. Un profil de pale ne correspondant pas au profil théorique pouvait notamment être à l’origine des déficiences observées, et puisque la conformité du profil des pales découle essentiellement de la conformité du profil des moules avec lesquelles elles sont fabriquées, il fallait vérifier la géométrie 3D des moules en les comparant aux dessins d’ingénierie 3D.
Ces moules sont fabriqués en fibre de verre et ne sont pas très rigides en raison de leur forme vraiment allongée. Ils mesurent environ 6 m (20 pi) de longueur par seulement 61 cm (2 pi) de largeur dans la zone la plus large. L’épaisseur est de moins de 12 cm (6 po). Ces moules sont montés sur une structure d’acier afin de les rigidifier et d’assurer une production uniforme des pales. L’inspection doit pouvoir révéler la présence de non-conformités au niveau géométrique; avant de numériser les surfaces, il fallait apparier les moules avec leur structure, et rendre le tout conforme aux dessins.
La 1re étape était la conformation des 2 moules à l’aide du laser tracker. Cette étape consistait à conformer le pourtour de la pale pour ainsi placer le moule le plus près possible du dessin 3D. Il s’agissait de prendre plusieurs points sur le pourtour et de faire un alignement de type best fit. L’ajustement de la structure a été fait manuellement à plusieurs endroits. Une fois les déformations réelles acceptées par le client, les ajustements étaient considérés comme étant finaux et on procédait au soudage des points d’attache.
La 2e étape était la prise du modèle de référencement 3D à l’aide du système optique de mesure de coordonnées MaxSHOT 3D de Creaform. Après avoir placé les cibles de positionnement réfléchissantes sur la structure et la pièce (qui ne forment qu’un seul corps rigide), les métrologistes ont simplement pris plusieurs photos sous différents angles et utilisé le logiciel VXelements afin de construire le modèle précis.
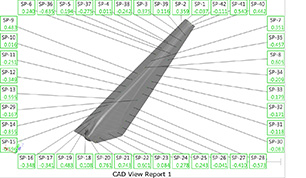
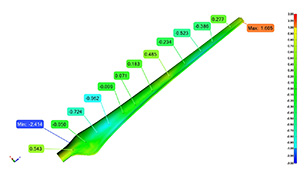
L’étape finale consistait à faire la numérisation haute résolution des moules avec le scanneur 3D sur MMT optique MetraSCAN 3D. Le processus a duré quelques minutes à peine, et il ne restait plus qu’à comparer les résultats mesurés avec les données théoriques en utilisant le logiciel d’inspection PolyWorks, qui offre un rendu colorimétrique de qualité.
L’utilisation de toutes ces technologies a permis d’optimiser les temps d’inspection et de création de rapport. Au final, après conformation, Éocycle Technologies est arrivée à la conclusion que les moules sont bel et bien conformes aux géométries théoriques à l’intérieur de tolérances acceptables.