4 juillet 2024
Prendre une longueur d’avance technologique offre un avantage concurrentiel dans la fabrication de pièces composites Lire cet article- 1 Comment garantir que les pièces fabriquées correspondent aux exigences de la production?
- 2 Défis du contrôle de qualité : phénomènes non prévisibles
- 3 Solution : Un processus d’inspection itératif
- 4 Conclusion : Comment la numérisation 3D atténue-t-elle les problèmes de contrôle de la qualité
Comment garantir que les pièces fabriquées correspondent aux exigences de la production?

Au début d’un processus de fabrication, un moule, une matrice ou un gabarit est conçu en fonction du modèle théorique de CAO. L’objectif de cet outillage, réalisé précisément à partir du modèle nominal, est de produire des pièces qui correspondent aux exigences techniques.
Il s’avère cependant qu’il existe souvent des différences entre le modèle théorique et la réalité d’un environnement industriel. Différents phénomènes interfèrent avec l’outillage, provoquant des problèmes et des imperfections sur les pièces.
Des ajustements et des itérations sont nécessaires pour garantir que les outils et les moules, même s’ils correspondent exactement à leurs modèles nominaux, produisent de bonnes pièces qui répondent aux contrôles de qualité et aux exigences des clients. Ces ajustements et itérations peuvent être simplifiés et accélérés grâce à la numérisation 3D et aux inspections par numérisation 3D.
Défis du contrôle de qualité : phénomènes non prévisibles
La réalité d’un environnement industriel diffère de la théorie illustrée dans les modèles de CAO. Au cours du processus de fabrication, plusieurs phénomènes difficiles à prévoir peuvent se produire. Les déformations lors de l’estampage d’un moule, le retrait de solidification lors de la construction d’une coquille en matériau composite ou les forces thermiques lors du soudage de deux éléments sont tous de bons exemples de phénomènes qui ont un impact sur l’exactitude de l’outillage. Néanmoins, modéliser le rétrécissement d’une résine composite, le retour élastique d’un moule, l’impact d’une soudure reste difficile, complexe et coûteux.
Initialement, l’outillage est construit selon le modèle théorique, développé afin de créer des pièces manufacturées répondant aux exigences de la production. Mais, dans la réalité de l’industrie, ces phénomènes interfèrent avec les pièces moulées ou embouties. En conséquence, les pièces ne répondent pas aux exigences techniques et doivent être ajustées, corrigées et modifiées afin de passer les contrôles de qualité.
Commencer par des modèles nominaux est, bien sûr, une bonne première étape, mais n’oublions pas que ce que les fabricants veulent, ce n’est pas tant un outillage parfait, mais de bonnes pièces qui répondent aux exigences techniques et aux besoins des clients.
Solution : Un processus d’inspection itératif
La méthode la plus couramment utilisée consiste à travailler sur la pièce avant d’ajuster l’outillage. Plus précisément, cette méthode consiste à produire une pièce, à la mesurer et à analyser les écarts entre la pièce et le modèle CAO. Ainsi, si l’on constate qu’il manque (ou que l’on ajoute) quelques millimètres à un endroit, on se rendra sur la surface correspondante du moule, de la matrice ou du gabarit afin de rectifier ou d’ajouter de la matière. Ainsi, l’itération est effectuée sur l’outillage après avoir mesuré la pièce fabriquée.
Une fois cette opération terminée, nous relançons le processus de fabrication afin de produire une nouvelle pièce qui sera mesurée pour vérifier s’il reste des déviations. Ce processus itératif se poursuivra en boucle jusqu’à ce que nous obtenions la pièce souhaitée (c’est-à-dire lorsque la pièce fabriquée correspond à son modèle CAO).
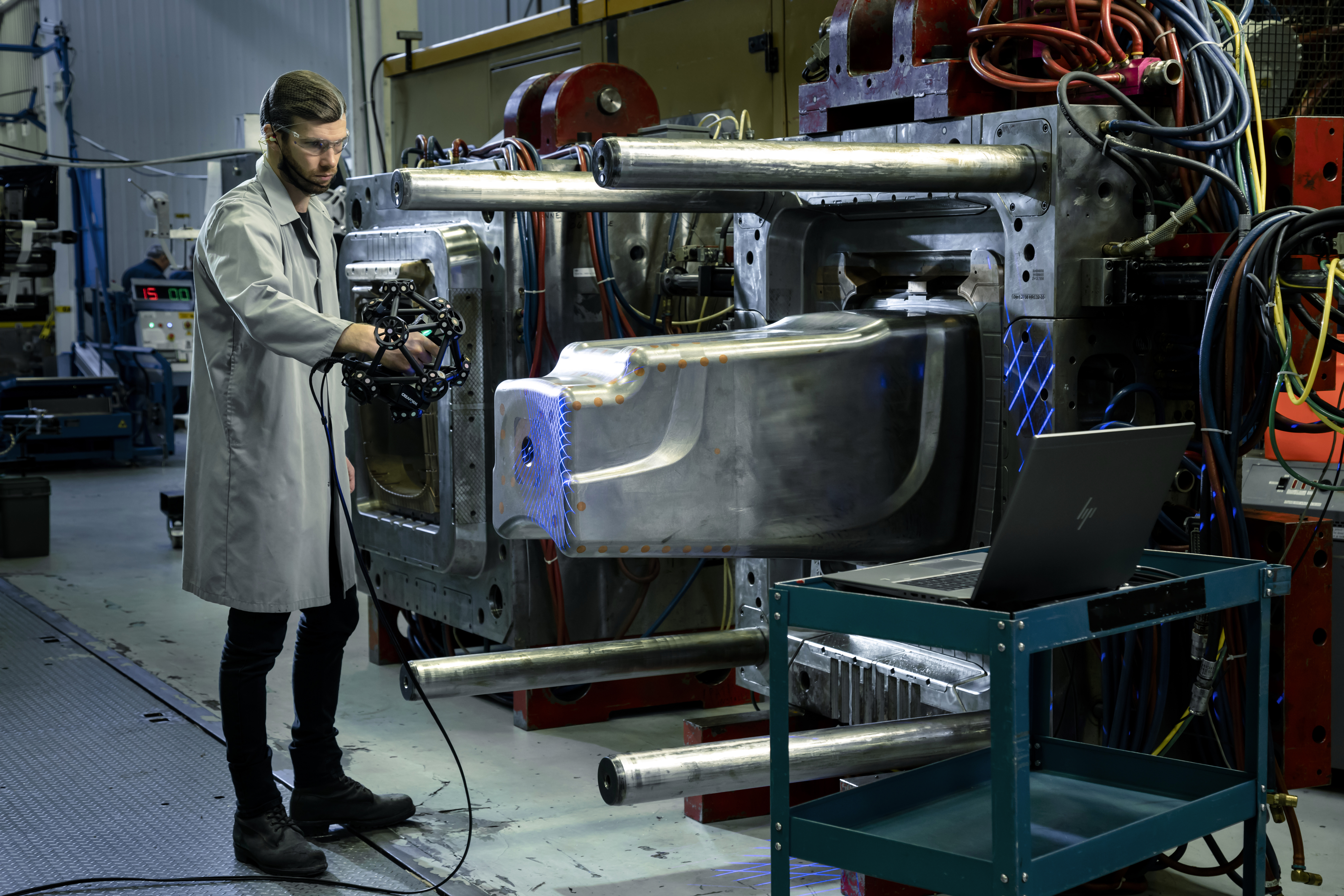
Ce processus itératif de contrôle de la qualité nécessite un outil de mesure rapide afin de produire la pièce suivante sans délai. En outre, la technologie de mesure doit pouvoir être utilisée directement dans l’usine et être capable de mesurer tous les types de tailles, de finitions de surface et de géométries. La technologie de numérisation 3D, grâce à sa rapidité, sa portabilité et sa polyvalence, permet aux équipes de production d’apporter rapidement et efficacement les corrections nécessaires à l’outillage.
Avantages pour les entreprises de fabrication : Rapports de MMT
Le client qui achète les pièces fabriquées peut exiger un rapport de MMT de la part des fabricants d’outillage. Ainsi, un deuxième outil de mesure qui réduira le flux de travail de la MMT constitue un avantage important pour les entreprises de fabrication. Avec un scanner 3D portable, elles peuvent mesurer la majorité des entités et multiplier les inspections intermédiaires, en conservant la MMT pour l’inspection finale et la génération de rapports.
Avantage : Utiliser la rétro-ingénierie pour la modélisation 3D et l’archivage numérique
Une fois que l’on dispose d’un outillage qui produit une pièce certifiée, le moule, la matrice ou le gabarit peuvent être numérisés dans le cadre du processus de rétro-ingénierie pour créer un modèle 3D. Toutes les itérations initiales peuvent alors être sauvegardées pour les productions futures. Cela signifie que si l’outillage s’use et qu’un nouvel outil est nécessaire, les équipes de fabrication peuvent numériser le travail directement à partir du modèle pour construire des pièces de qualité.
Ainsi, si l’outillage s’use et qu’un nouvel outil est nécessaire, nous n’utiliserons pas le modèle nominal pour le prochain processus de fabrication. Plutôt, nous pouvons travailler directement à partir du modèle dont nous savons qu’il produit de bonnes pièces. Tout le temps d’itération initial est économisé pour les productions futures.

Utilisation de la numérisation 3D pour la rétro-ingénierie de pièces certifiées
Pour effectuer la rétro-ingénierie d’un moule, d’une matrice ou d’un gabarit, on utilise un scanner 3D. Selon l’application et l’environnement de numérisation, un type de scanner 3D peut être préféré à un autre. Par exemple, un scanner 3D portable peut être utilisé pour acquérir les mesures 3D d’un moule directement sur le lieu de production.
Une fois les mesures prises, un processus de post-traitement doit être effectué pour finaliser et préparer les données de numérisation 3D à utiliser dans un logiciel de CAO. Ce processus de post-traitement, qui implique la segmentation, l’alignement et le positionnement de la pièce dans l’espace, est normalement effectué à l’aide d’un logiciel spécialisé, tel que VXelements. Le résultat est un fichier STL « propre ».
Rétro-ingénierie du modèle 3D
Une fois que le fichier STL est prêt, il peut être exporté directement vers un logiciel de CAO, comme SolidWorks, AutoCAD ou Inventor, ou vers un logiciel de rétro-ingénierie puis un logiciel de CAO.
Un expert en rétro-ingénierie ou un designer industriel remodèlera la pièce soit « telle quelle », c’est-à-dire avec les imperfections potentielles, soit sur la base de l’intention de conception originale (rétro-ingénierie paramétrique). Des modifications peuvent également être apportées au modèle 3D, en fonction de l’application ou du besoin.
Rétro-ingénierie et impression 3D
Une fois le modèle 3D généré et amélioré, si nécessaire, de nombreuses équipes de rétro-ingénierie produisent un prototype en utilisant des techniques de fabrication additive.
Le fichier CAO sans faille est envoyé à une imprimante 3D pour que le prototype soit fabriqué. Les experts peuvent alors évaluer si le modèle 3D est exact ou si des modifications et des prototypes supplémentaires sont nécessaires. Une fois le modèle 3D final approuvé, il est envoyé pour l’outillage officiel.
Avantage : Contrôle de la qualité périodique
Au lieu de mesurer une pièce sur 50 ou 100 avec la MMT, la technologie de numérisation 3D offre la possibilité d’effectuer des contrôles de qualité périodiques. En effet, un scanner 3D portable est bénéfique pour l’industrie du moule et de l’outil, car il permet d’augmenter l’échantillonnage des inspections et de gagner du temps en mesurant les pièces directement sur le lieu de production sans avoir à les amener à la MMT. Ainsi, les contrôles de qualité périodiques garantissent que la production reste sous contrôle et livre les pièces à temps.
Avantage : Assurance qualité
Si les pièces fabriquées ne correspondent soudainement pas aux exigences techniques, l’entreprise de fabrication se met en mode enquête, ce qui entraîne beaucoup de stress et d’incertitude. Avec un scanner 3D portable, l’assurance qualité pourra intervenir sans plus attendre et trouver la cause principale en acquérant rapidement un grand nombre de données et en enquêtant directement dans l’usine.
Conclusion : Comment la numérisation 3D atténue-t-elle les problèmes de contrôle de la qualité
Plusieurs phénomènes spécifiques à un environnement industriel se produisent régulièrement dans l’usine de production. Ces phénomènes provoquent des déformations ou des retraits de solidification inattendus. Des ajustements nécessaires sont requis pour s’assurer que l’outillage, même s’il correspond exactement à son modèle nominal, produit de bonnes pièces qui répondent aux contrôles de qualité et aux exigences des clients. Ces itérations sont facilitées par la numérisation 3D qui, en raison de sa rapidité, de sa portabilité et de sa polyvalence, constitue une alternative efficace à la MMT qui peut rester libre pour les inspections finales. En outre, la numérisation 3D offre la possibilité d’effectuer une rétro-ingénierie de l’outillage qui produit les bonnes pièces, d’effectuer des contrôles de qualité périodiques et de résoudre rapidement les problèmes inattendus qui peuvent survenir à tout moment.