- Article
- Related

Chaque type de pièce présente des défis différents en matière d'inspection. C'est particulièrement vrai pour les pièces en tôle qui sont constituées de différentes entités, chacune avec des tolérances de positionnement et de dimensionnement différentes, ainsi que des épaisseurs et des tailles variables. Ces caractéristiques peuvent être intrinsèquement difficiles à inspecter, quelle que soit la technique de mesure utilisée.
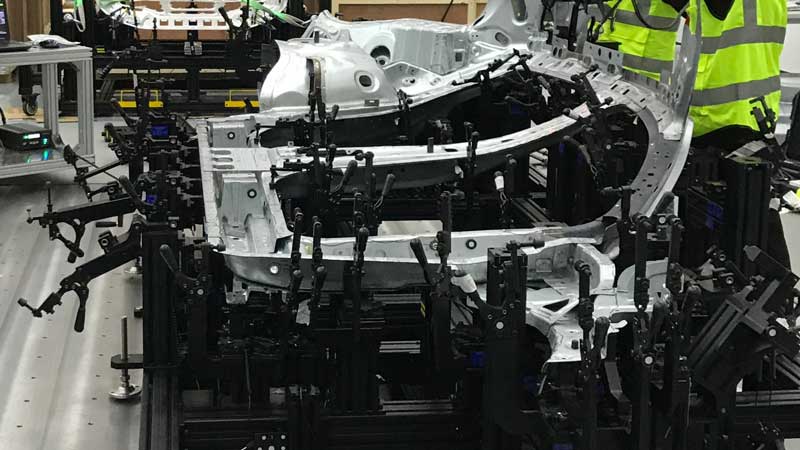
Les bords fins et la nature flexible du matériau, la géométrie avancée comportant des courbes complexes et des perforations, ainsi que la grande taille des composants tels que les panneaux de carrosserie automobile, ne font que compliquer les choses. Ces difficultés sont encore aggravées par les variations introduites durant le processus de fabrication, comme l'emboutissage et le pliage.
Cet article présente les principaux facteurs que les opérateurs doivent prendre en compte durant l'inspection des tôles, en fonction de la technique utilisée, qu'il s'agisse d'une machine de mesure tridimensionnelle (MMT), de gabarits de vérification, de mesures par niveaux de gris ou de scanners 3D.
Ce qu'il faut retenir pendant la mesure des pièces en tôle avec une MMT

Une méthode précise et reproductible, mais...
Dans les secteurs de l'automobile et de l'aérospatiale, l'inspection des tôles est encore largement réalisée avec une MMT. Comme elle touche physiquement la surface de la tôle avec un stylet de précision, la technologie de palpage garantit une collecte de données très précise et reproductible avec un minimum d'incertitude.
Lente
Cependant, ce processus est intrinsèquement lent, car chaque caractéristique est mesurée individuellement, ce qui nécessite plusieurs points de contact pour évaluer la planéité, les orifices, les bords et les dimensions critiques. Ces séquences prennent du temps, ce qui prolonge le processus d'inspection global et réduit l'efficacité lorsque plusieurs pièces de tôler attendent d’être mesurées.
Complexe à programmer et à configurer
La programmation d'une séquence de palpage efficace est cruciale pour minimiser les mouvements inutiles, éviter les collisions et réduire les erreurs. Le palpeur doit contourner les caractéristiques avec précaution, ce qui augmente le temps de mesure. Les opérateurs expérimentés devront peut-être aussi ajuster les réglages, recalibrer les palpeurs ou vérifier les résultats, ce qui ajoute des étapes manuelles qui ralentissent encore le processus d'inspection.
Avec une couverture limitée
Étant donné que le palpage par points ne capture que des dimensions discrètes, il est bien adapté à l'inspection des caractéristiques critiques, mais peut rater les variations de surface et les déformations. En l’absence de données de surface complètes, l'évaluation de la géométrie globale et la comparaison des écarts avec les modèles CAO nominaux deviennent difficiles. Dans les industries où l'intégrité de la surface et la précision de la forme sont essentielles, le fait de se fier uniquement au palpage par points peut conduire à des défauts non détectés, avec un impact potentiel sur l'assemblage et la fonctionnalité.
Par conséquent, même si la MMT excelle dans les tâches de haute précision, la lenteur et la complexité du palpage tactile la rendent moins adaptée aux inspections à haut débit.
Les postes d'emboutissage produisent des centaines de pièces en tôle par jour, mais la lenteur de l'inspection par MMT les empêche de vérifier minutieusement chaque pièce et d'identifier les problèmes sur la ligne de production. La combinaison de volumes de production élevés et d'exigences de tolérance strictes crée inévitablement des goulets d'étranglement dans le processus de fabrication.
C’est pourquoi les industries automobile et aérospatiale recherchent activement des solutions d'inspection des tôles plus rapides, pouvant être déployées plus près de l'atelier de production et offrant une couverture d'inspection à 100 %.
Les aspects à prendre en compte avant d'investir dans un gabarit de vérification pour l'inspection des pièces en tôle
Rapide et reproductible, mais...
Les gabarits de vérification permettent des inspections rapides, reproductibles et faciles à réaliser. Ce sont donc des équipements parfaits pour la production à grand volume. Ils garantissent un contrôle qualité constant en permettant de vérifier si la pièce est conforme ou non, et leur utilisation nécessite une formation minimale. Les opérateurs peuvent facilement placer la pièce dans le dispositif et vérifier les écarts, ce qui simplifie les inspections sans nécessiter d'équipement ou de logiciel complexe.
Manque de polyvalence
Les gabarits de vérification sont conçus pour des pièces spécifiques, ce qui signifie que chaque nouvelle conception en tôle nécessite un nouveau dispositif. Ce manque de polyvalence ajoute du temps et des coûts aux changements de produits, car toute modification d'une pièce rend son dispositif obsolète ou nécessite sa mise à jour.
Coûteux à concevoir, stocker et entretenir
Les gabarits de vérification peuvent s'user avec le temps, ce qui entraîne des inspections imprécises s'ils ne sont pas correctement entretenus ou étalonnés. Leur encombrement crée également des coûts de stockage importants. De plus, la conception et la fabrication de gabarits de vérification sur mesure sont coûteuses, en particulier pour les petites séries, ce qui les rend moins rentables lorsque des modifications de conception fréquentes sont prévues.
Par conséquent, les gabarits de vérification sont très efficaces pour la production en grande série lorsqu'aucune modification de conception n'est prévue. La meilleure solution pour les professionnels des industries automobile et aérospatiale devra donc être rapide et reproductible tout en offrant également une plus grande polyvalence pour les changements de conception. Cette approche permettra de réaliser des économies en termes d'investissement initial, d’entretien et de coûts de stockage.
Les points à prendre en compte pendant l'inspection de la qualité de la tôle avec la mesure par niveaux de gris
Précise si
Les opérateurs règlent correctement divers paramètres d'acquisition et d'inspection, tels que les angles de caméra, les zones d'ajustement et le temps d'exposition. Ces réglages garantissent que les images ont le contraste et la clarté optimaux pour mettre en évidence les différences de texture de surface et détecter les défauts potentiels. Cependant, puisque même des écarts mineurs peuvent entraîner des mesures inexactes, la méthode globale devient fortement dépendante des compétences et de l'expérience de l'opérateur pour effectuer ces réglages.
Flux de travail lent et compliqué
Le processus d'inspection devient complexe lorsqu'on y intègre la photogrammétrie, car cette méthode nécessite la capture d'un grand nombre d'images sous différents angles. Ceci, combiné à la nécessité d'ajuster plusieurs paramètres, ralentit considérablement le flux de travail. Les temps de configuration et d'acquisition des données sont prolongés car chaque prise de vue nécessite un étalonnage et un alignement précis.
Sensible aux conditions environnementales
La méthode d'inspection basée sur l'image fonctionne de manière optimale uniquement dans des conditions d'éclairage contrôlées. De légères variations de la lumière ambiante, de la couleur de la pièce ou de l'arrière-plan suffisent pour modifier le contraste (ou les niveaux de gris), affectant ainsi l'apparence de la pièce dans son environnement. Ces incohérences peuvent gêner la capture d'image, ce qui peut potentiellement fausser la distribution des niveaux de gris et compromettre la détection des défauts.
Par conséquent, les opérateurs de mesures par niveaux de gris permettent une analyse détaillée de la tôle et l’obtention de résultats précis uniquement dans des conditions d'éclairage contrôlées, nécessitant un éclairage et des arrière-plans stables, difficiles à obtenir dans un environnement d'atelier. Même dans ce cas, leur efficacité repose sur des ajustements précis des paramètres, ce qui rend le processus complexe et fortement dépendant de l'opérateur. Pour optimiser l'inspection des tôles, les industries automobile et aérospatiale pourraient trouver plus intéressant d’adopter une solution indépendante à la fois de l'opérateur et de l'environnement.
Les points à retenir sur l'extraction des caractéristiques basée sur les bords durant la numérisation de pièces en tôle
Sensible à la structure du maillage et à la résolution
Cette technique est sensible à la structure du maillage et à la résolution, car elle repose sur la précision et la densité des données de numérisation 3D pour extraire efficacement les bords et les entités géométriques. Une numérisation à faible résolution produit un maillage grossier, ce qui donne des bords irréguliers ou incomplets et rend difficile l'extraction de lignes et de courbes précises. De même, si le maillage n'est pas bien structuré, les bords peuvent apparaître fragmentés ou inégaux, ce qui a un impact négatif sur l'extraction des caractéristiques.
Lent lorsque la résolution est plus élevée
L'augmentation de la résolution pour capturer des détails plus fins peut améliorer la précision de l'extraction des entités. Un maillage plus dense donne des bords plus lisses et plus continus, mais il ralentit également le processus de numérisation, réduisant l'efficacité de l'inspection. Ce compromis rend la numérisation haute résolution peu pratique pour les inspections à haut débit, telles que celles requises pour les pièces en tôle.
Résultats trop dépendants des opérateurs et des paramètres
Lorsque les résultats dépendent des paramètres de résolution et d'extraction, il devient plus facile de remettre en question la fiabilité des données et des équipements plutôt que d’examiner les défauts de fabrication potentiels. Ce problème est particulièrement critique pour les pièces en tôle complexes qui nécessitent une acquisition précise des données et une analyse approfondie. De même, différents opérateurs peuvent obtenir des résultats différents en fonction de leur jugement, de leur expérience et des paramètres choisis, ce qui ajoute encore à la variabilité.
Par conséquent, les services qualité doivent éliminer les ambiguïtés et les variations provenant de l'équipement ou de la méthode de mesure. Là aussi, les professionnels des secteurs automobile et aérospatial ont besoin d'une méthode d'inspection fiable, indépendante de la structure du maillage et de la résolution de numérisation, et qui ne soit pas affectée par les conditions environnementales ou le niveau de compétence de l'opérateur.
La méthode idéale pour inspecter les pièces en tôle
Si chaque technique d'inspection présente des difficultés qui lui sont propres, existe-t-il une méthode idéale pour inspecter les pièces en tôle ? C'est la question à laquelle l'équipe Creaform, en collaboration avec les principaux constructeurs automobiles, a décidé de répondre.

Indépendante de l'opérateur pour une précision optimisée
L’équipe a développé une nouvelle solution d'inspection de tôles capable de capturer des entités 2D sans dépendre des compétences de l'opérateur pour ajuster des paramètres d'extraction complexes ou sans avoir à prendre en compte la structure du maillage ou la résolution de numérisation.
Une méthode qui met en jeu des indicateurs visuels pour assurer une acquisition optimale des données et une validation intuitive des données, confirmant que toutes les informations nécessaires à une inspection précise sont recueillies.
Une solution de numérisation 3D dotée d'une interface simple et intuitive qui fournit des instructions étape par étape, d’où un nombre réduit de paramètres à ajuster pendant l'acquisition et la minimisation de l'influence de l'opérateur sur la variabilité des mesures, garantissant une précision exceptionnelle dans toutes les conditions.
Rapide, polyvalente et prête à l'emploi
Une solution d'inspection des tôles cinq fois plus rapide qu'une MMT, qui capture des données complètes sur les pièces en un seul passage tout en extrayant des informations supplémentaires, telles que les profils de surfaces.
Une technique innovante qui n'est pas affectée par les conditions environnementales, qui est facilement déployable dans l'atelier de production, qui s'adapte parfaitement aux modifications de conception et qui mesure différentes formes et tailles de pièces, le tout en utilisant un seul et même dispositif de numérisation.
En bref, une solution d'inspection des tôles qui remédie à toutes les faiblesses précédemment mentionnées.
Apprenez-en davantage sur cette méthode innovante et sur la manière dont elle se compare aux autres techniques couramment utilisées pour inspecter les pièces en tôle.
Published 04/29/2025