- Article
- Related
Insights into the Inspection Challenges Arising during Sheet Metal Manufacturing.
Manufacturing sheet metal is far from a simple task. It requires rigorous inspection, primarily due to the high quality and stringent safety standards required in the automotive industry. No doubt, a combination of advanced technology and skilled labor must be involved to ensure that the sheet metal components are cut and shaped to precise dimensions. This includes checking for correct length, width, surface profile, and overall shape. Quality inspection is vital because automotive sheet metal must withstand stress and fatigue over the vehicle’s lifetime.
Apart from ensuring safety, quality inspection also ensures that the visual standards of consumers are met. This is achieved by guaranteeing that parts are assembled with the best possible flush (height on either side of a gap) and the smallest gap (width of a strip between two car components, e.g. door and chassis).
This blog post addresses the inspection challenges involved in sheet metal manufacturing. If you are looking to enhance the quality of your sheet metal parts, balance the thoroughness of inspections with cost and time efficiency, and gain some tips that could give you an edge over your competitors, this article might pique your interest.
The Most Popular Manufacturing Techniques for Sheet Metal
Stamping and laser cutting are among the most commonly used methods for manufacturing sheet metal components in the automotive industry. Both techniques require some level of dimensional inspection, ensuring that parts meet specified dimensions and tolerances. However, the extent and nature of the inspection vary depending on the process used.
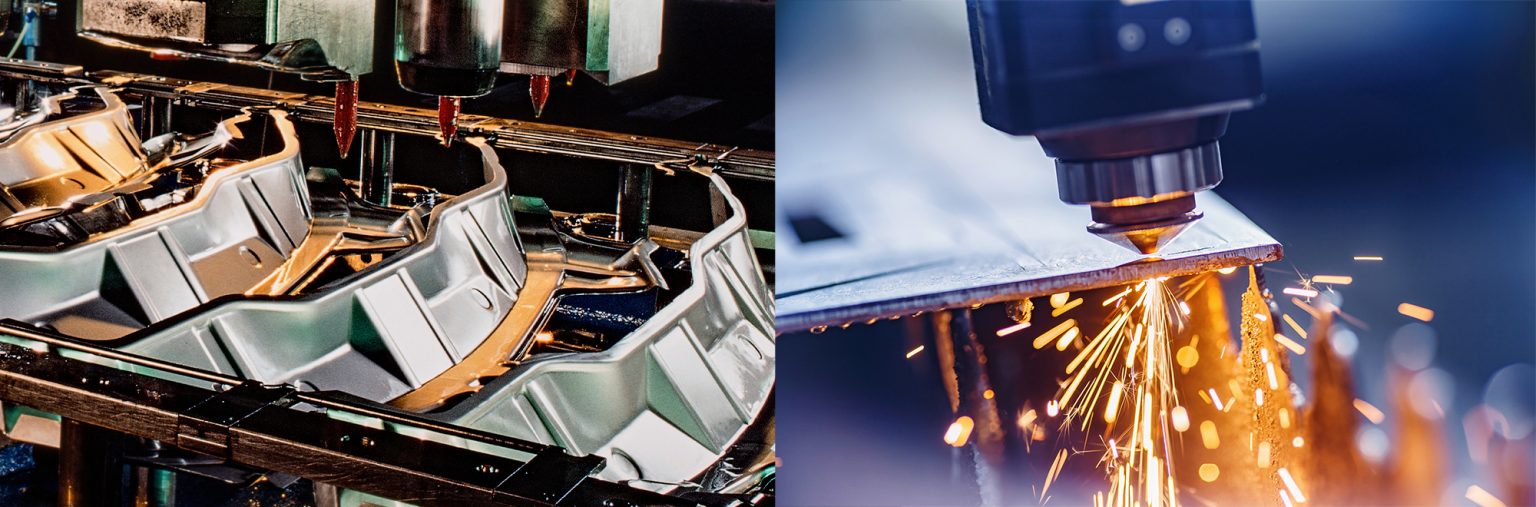
Stamping
Stamping involves using a stamping press to transform flat sheet metal (in either blank or coil form) into a net shape. This method is used to manufacture high-volume parts like frames, hoods, doors, and panels. Dimensional inspection is crucial in this process due to the high volume and precision required for these automotive parts. Inspections typically focus on checking the dimensions of features like holes, flanges, and bends, as well as overall part geometry.
Laser Cutting
Laser cutting, on the other hand, is used for cutting precise shapes in metal. It is typically used to produce intricate components or those that require a high degree of accuracy. Precision is key in laser cutting, so inspection typically focuses on the accuracy of cut dimensions, edge quality, and the position of features like holes or cutouts.
In each of these techniques, various tools and instruments can be used for dimensional inspection, such as traditional calipers and micrometers, coordinate measuring machines (CMMs), or laser scanning and 3D metrology tools. The choice of measuring equipment depends on the complexity of the parts, the precision required, and the production volume.
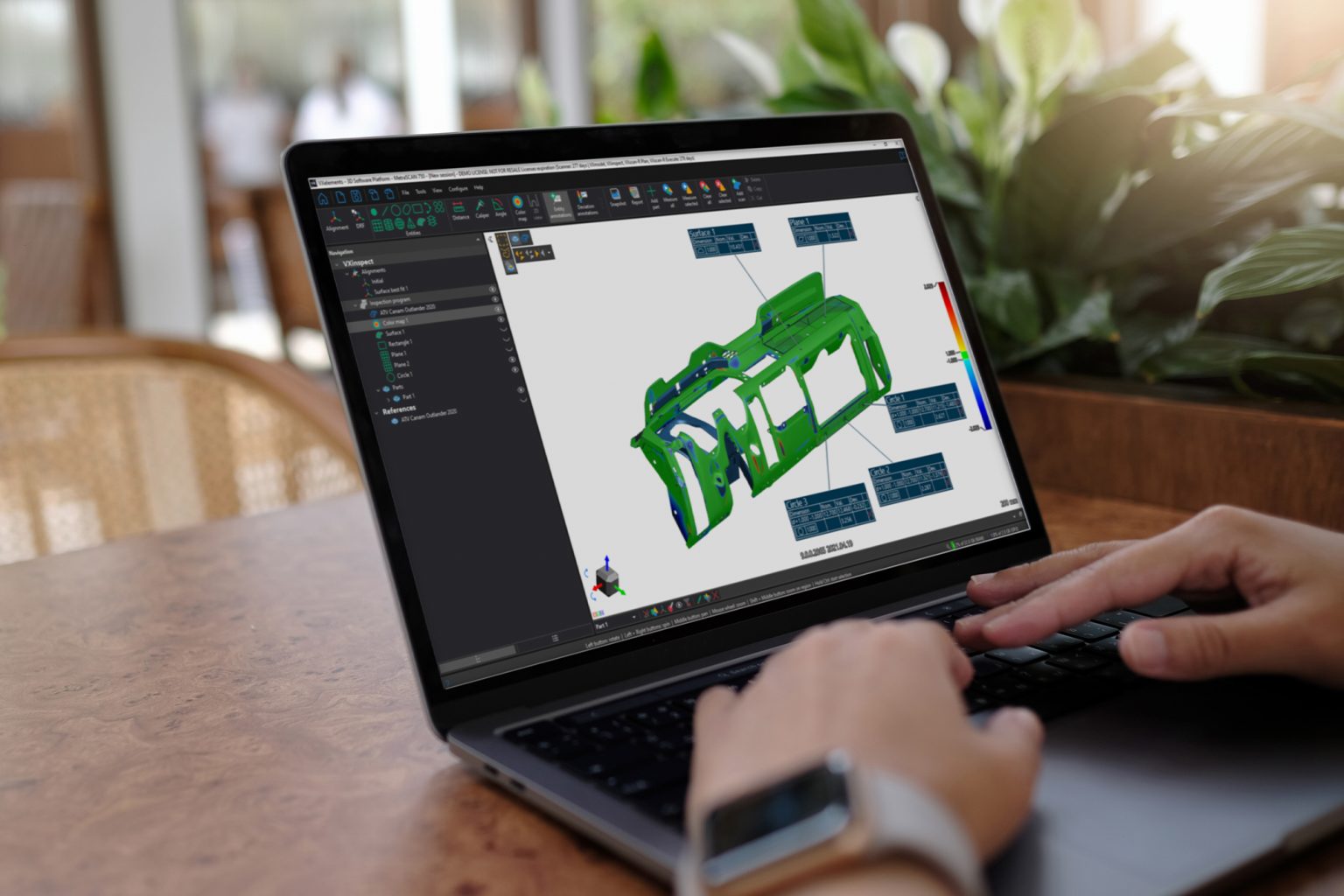
Laser 3D scanning is particularly advantageous for inspecting parts with complex shapes and detailed features or when high precision is required. Its ability to quickly capture a part’s entire geometry in high detail makes it a valuable tool, particularly for sheet metal manufacturing.
What to Inspect on a Sheet Metal Part
On sheet metal, certain features and dimensions are particularly critical to inspect due to their importance in the structural integrity and functionality of the part. Moreover, some bends or curved areas are often challenging to form and are prone to issues like spring back or deformation. Hence, manufacturers must control the quality of their parts, particularly the overall shape and edges.
Keys Points for Controlling the Overall Shape
Objective: Detecting any warping or distortion that might have occurred during manufacturing.
While common, regular shape control involves a flatness tolerance, the inspection of complex 3D geometries involves a profile of a surface (or surface profile) tolerance.
Flatness
Symbolized by a parallelogram in GD&T, a flatness tolerance specifies a tolerance zone defined by two parallel planes within which the surface or derived median plane must lie.
Profile of a surface
Represented by a half-circle in GD&T, the tolerance zone established by the profile of a surface tolerance is 3D (a volume), extending along the length and width (or circumference) of the considered features.
The profile of a surface tolerance is similar to the flatness tolerance. However, it uses the geometry of the part to create a tolerance envelope that conforms to the shape of the part, rather than a flat plane. Tolerances for sheet metal parts can be applied to the entire part or specific areas. Local tolerances are indicated on the 2D drawing and are necessary for tighter assemblies in specific locations.
Moreover, tolerances (both flatness and profile of a surface) can be free in space, orientation, and position (no datum) or constrained to a specific alignment. This will affect the results, as a fully constrained profile of a surface tolerance will create an envelope that perfectly follows the geometry of the part, without any allowance for movement in space to fit all the points inside the envelope.
Key Points to Inspecting Edges and Corners
Objective: Detecting deformities and irregularities that might have appeared during the cutting and shaping processes.
On common sheet metal parts, two types of edges are mostly present: sharp edges and hemmed edges.

Sharp Edges
Sharp edges are mostly found on sheet metal parts that are laser-cut or stamped with a punch tool or die.
Hemmed Edges
Rather than sharp edges coming from stamping or laser cutting, hemmed edges present a rounded shape found in places prone to injuries, such as the contour of a car door.
In the process of stamping and laser cutting sheet metal, certain edges of circles, oblongs, or part sides can become very sharp, which can be dangerous and cause injury or damage if left untreated. Therefore, it is necessary to deburr these edges to break their sharpness and straightness.
To ensure that the edges, both hemmed and sharp, are safe and of high quality, manufacturers must accurately inspect their position, angle, and straightness. To achieve this, special algorithms have been developed and contribute to improving sheet metal manufacturing processes.
Learn more about VXinspect’s Edge method, designed specifically for sheet metal edges
More Areas to Control on Sheet Metal
Holes, Oblongs, and Cut-Outs: Precision is key for holes, oblongs, and cut-outs in sheet metal parts, as they often need to align with other components. Inspecting these features ensures they are the correct size and properly positioned.
Flanges and Tabs: Flanges and tabs are critical for the assembly process. Their dimensions and angles must be precise for proper fitment with other automotive parts.
In short, when inspecting these key areas, you can ensure that sheet metal parts are manufactured to the correct dimensions and tolerance. You also confirm that they are the closest to the nominal design, and interference risks are mitigated. With no physical or functional interference, all parts fit together seamlessly and function as intended in the final assembly. As a result, quality, safety, and comfort are optimized.
Which Sheet Metal Parts Are More Challenging to Inspect
Certain parts pose more inspection challenges than others. Here are a few examples.
Roof
The roof of a car plays a vital role in ensuring passenger safety, which is why inspecting it is of utmost importance. However, due to its large size, measuring specific points directly on the assembly line can pose accessibility problems, requiring adapted tools. Therefore, when choosing the right inspection method, it’s not only the part itself that must be considered, but also the condition in which the part is inspected. This is particularly important in an automated quality control (AQC) context or for troubleshooting purposes.
Doors and Fenders
Parts that have structural rigidity once assembled, such as doors, do not need to be physically conformed before inspection. However, other parts, like front and rear fenders, that do not have structural rigidity, must be conformed. Conforming a part can be easy if the appropriate checking fixture is available. (Checking fixtures are typically designed for a specific part.) However, in today’s manufacturing world, production is shifting from Low Mix-High Volume to High Mix-Low Volume. This shift demands more checking fixtures, which in turn adds extra costs to the manufacturing and inspection processes.
Holding fixtures are, however, more versatile than checking fixtures. They can be used on multiple parts, which reduces costs and saves storage space. Therefore, holding fixtures to which we add a fast measuring tool can significantly accelerate the conformation process.
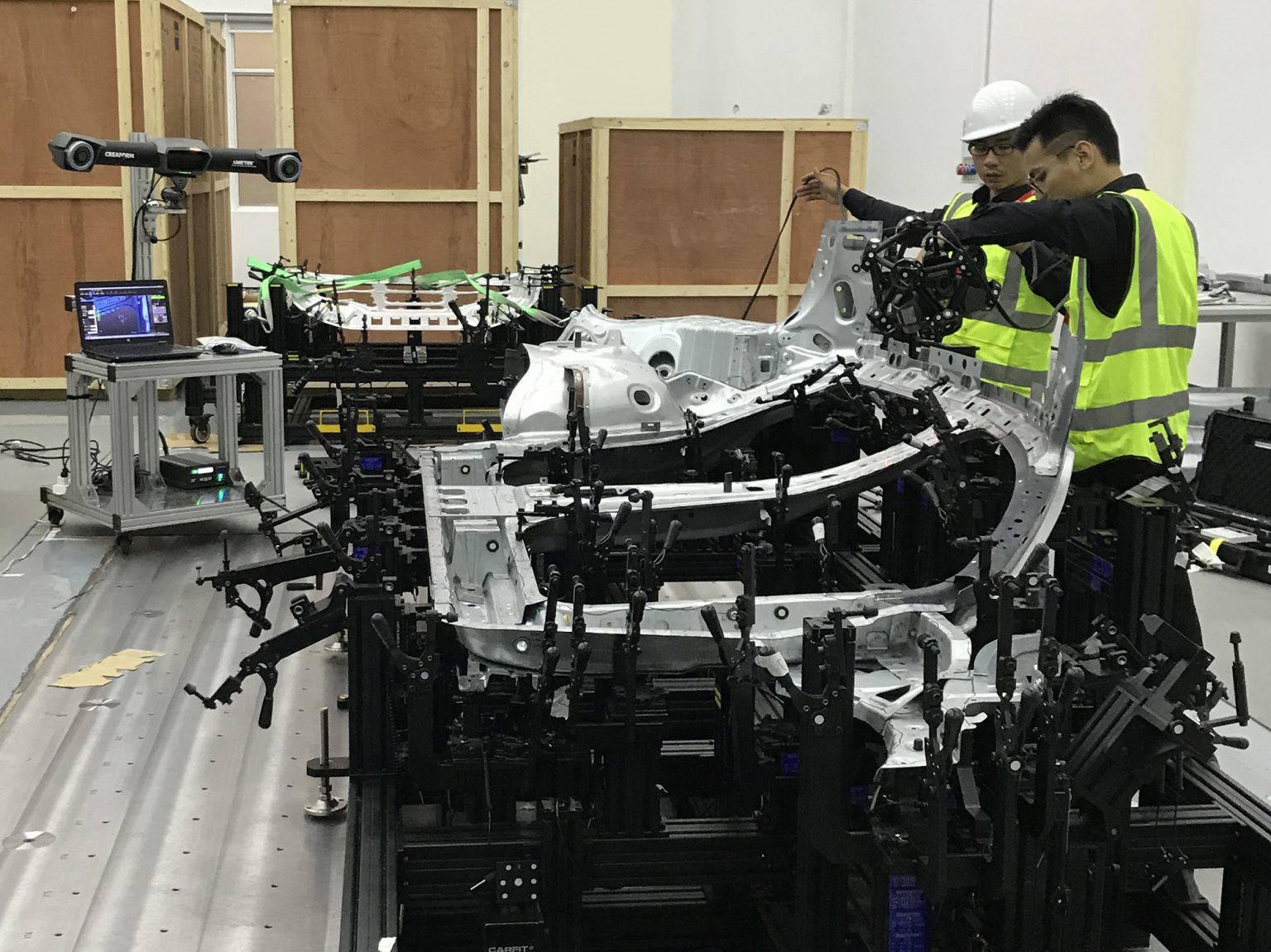
Car Body
During the body in white (BIW) stage in which the car body’s frame is joined together, quality control is critical because it involves ensuring the quality of the vehicle’s metal framework before other components like the engine, chassis subassemblies, electronics, and interior trim are integrated into the structure. When inspecting large parts like the car body, pay close attention to the volumetric accuracy of the measuring tool used.
Since the measurement deviation increases by a few microns per meter, the cumulative error of scanning a larger part is higher. Such deviations cannot be ignored, and scanning methods have been developed to reduce errors, such as using markers like passive or active targets and photogrammetry.
Next Step: Understand the Technologies for Inspecting Sheet Metal
Sheet metal parts must meet the high standards of quality and safety required by the automotive industry. Inspection is crucial to ensure that the manufactured parts are accurately dimensioned, thereby minimizing waste and reducing the need for rework, ultimately reducing production costs. This efficiency level is critical for any part manufacturer operating in the highly competitive automotive market.
However, the manufacturing of sheet metal parts poses certain inspection challenges. To address these challenges, it is essential to select a suitable measuring technology among the different measurement solutions available by analyzing their respective advantages and disadvantages.
Continue this journey with us by downloading our next content:
Understand the different technologies available for controlling the quality of sheet metal parts


Published 02/26/2024